








Снять крышку головки блока цилиндров (650.1003256 - в сборе).
Высвободить жгут форсунок из скобок кронштейна
Отсоединить электропровода от форсунок.
Снять кронштейн жгута форсунок (650.3724126).
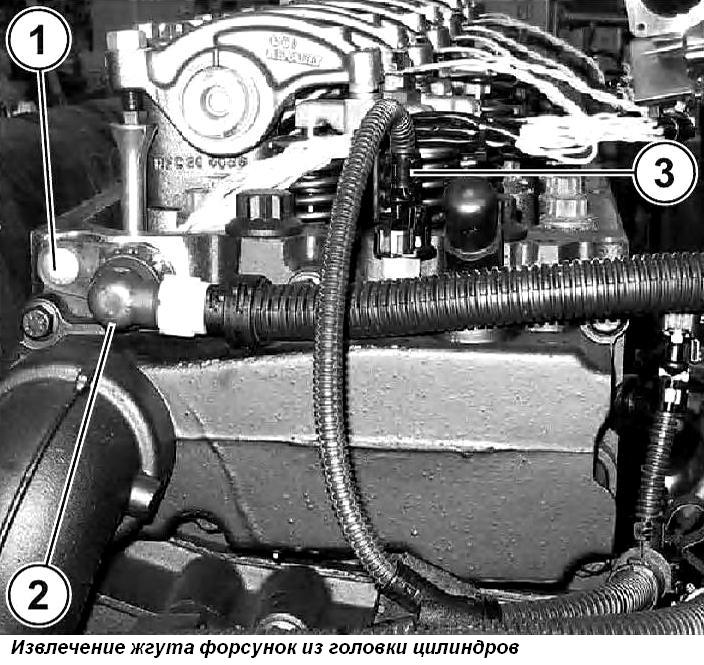
Отключить датчик температуры охлаждающей жидкости (3) (650.1130556) (см. Рис. 1).
Вывернуть винт (1), извлечь 1.-образный адаптер (2) и пучок электропроводов (см. Рис. 21).
Отвернуть болт поворотный (310200) с двумя медными шайбами (312381) крепления трубки слива топлива с головки.
Снять трубку слива топлива (650.1104346).
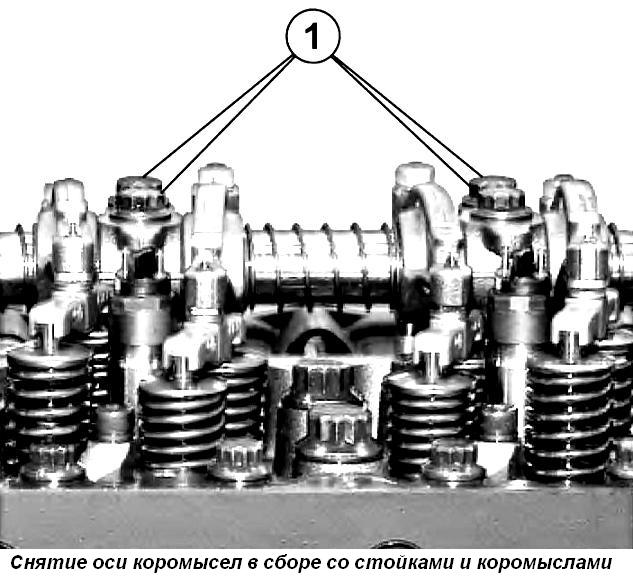
Вывернуть 12 болтов (1) (см. Рис. 2) крепления стоек оси коромысел (650.1007108).
Снять коромысла с осью и стойками в сборе (650.1007088).
Вынуть штанги коромысел (650.1007176).
Разложить детали в нужном порядке.
Вывернуть 14 болтов М20 (650.1003016) и 24 болта М14 (650.1003017) крепления головки блока цилиндров.
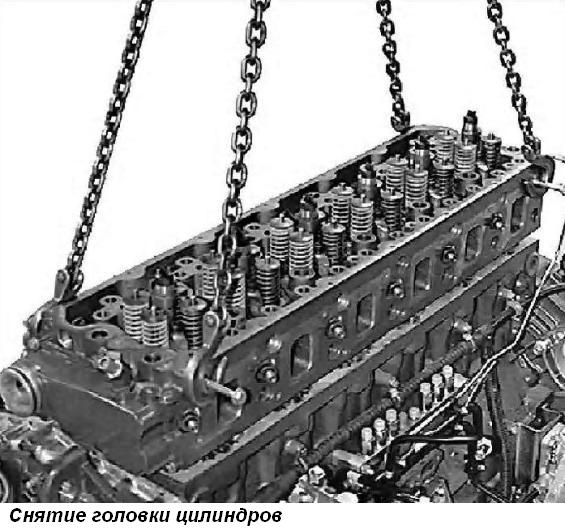
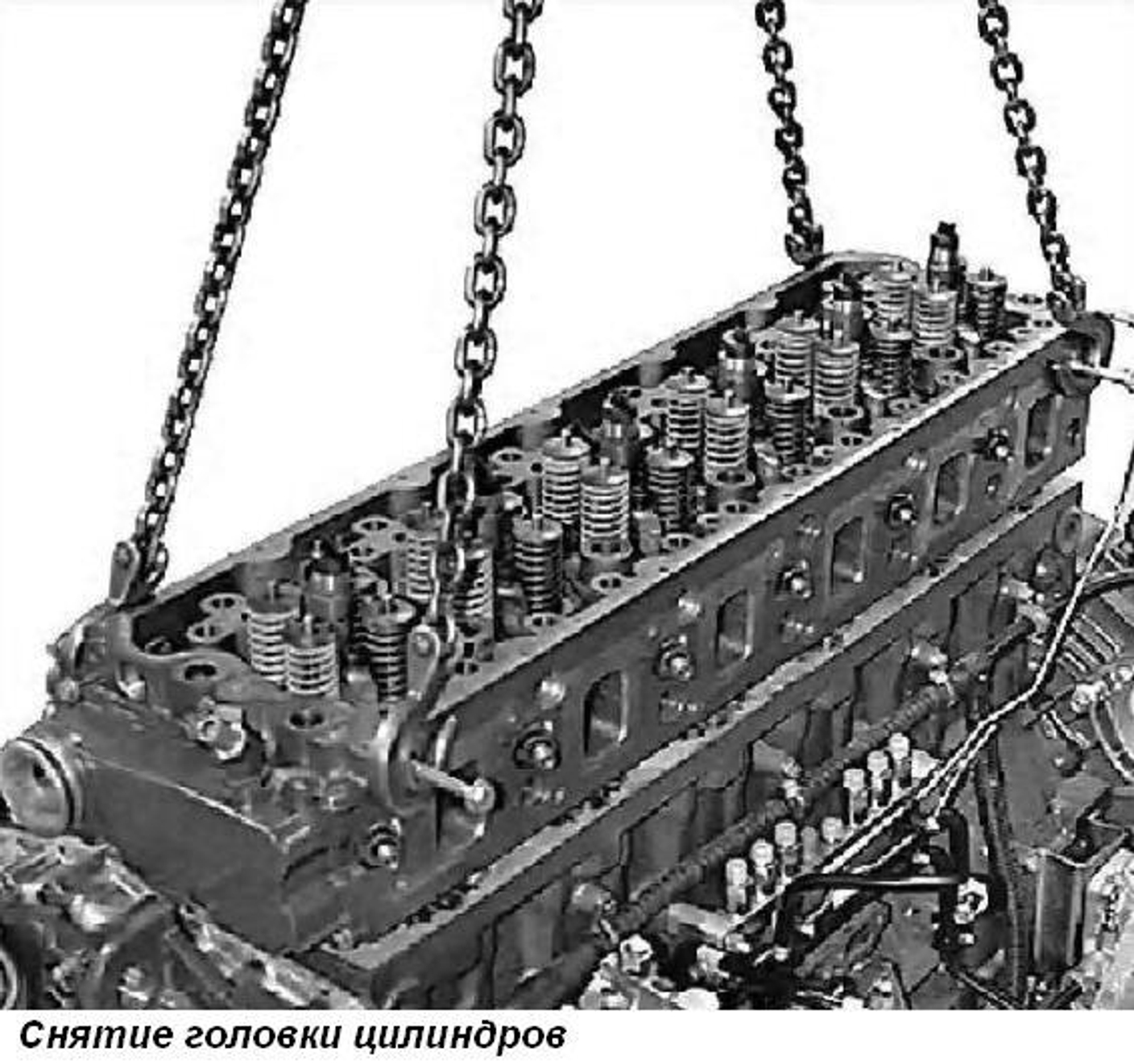
Снять головку блока цилиндров (см. Рис. 3).
Снять прокладку головки блока цилиндров (650.1003210).
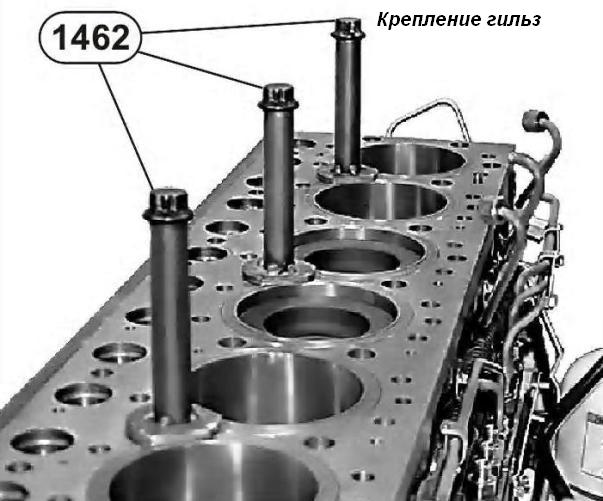
Закрепить гильзы, используя приспособление 1462 (см. Рис. 4).
Установка головки блока цилиндров ЯМЗ-650
- Установить прокладку головки блока цилиндров таким образом, чтобы отметка производителя была сверху.
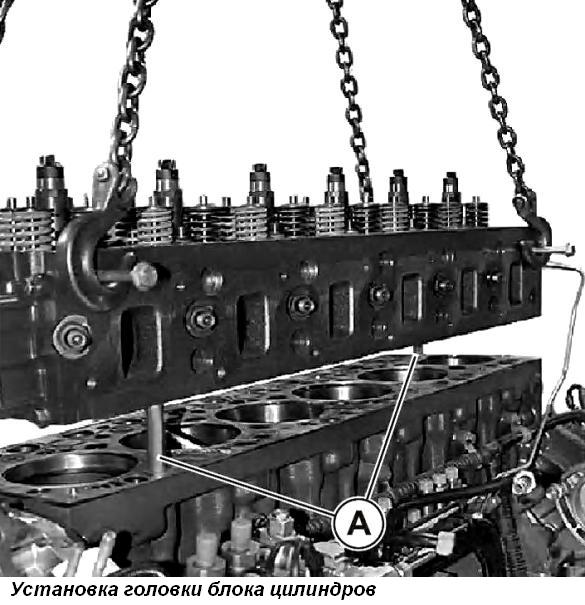
- 2. Проверить наличие центровочных штифтов. (Использовать 2 винта без головок (А) с диаметром 14 мм, длинной 170 мм (см. Рис. 5)).
- 3. Установить головку блока цилиндров.
- 4. Снять винты (А).
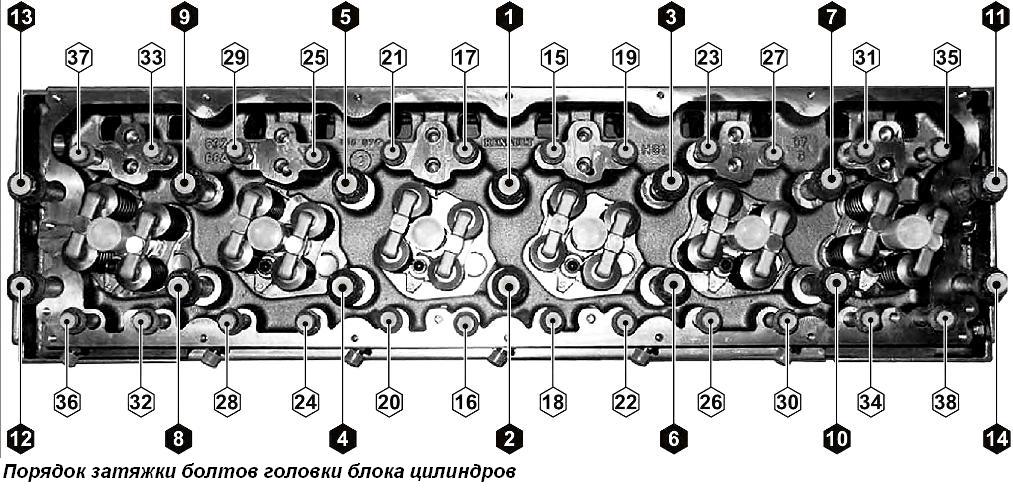
5. Наживить болты крепления головки блока цилиндров и затянуть в порядке, указанном на Рис. 6.
Затяжку производить четырьмя приемами, используя приспособления 2322 + 9777:
- - 1-й прием: болты (1 - 14) М20х1,5 - 215 мм моментом Мкр = 200 Нм;
- - 2-й прием: болты (15 - 38) М14х1,5 - 190 мм моментом Мкр = 120 Нм;
- - 3-й прием: болты М20 ослабить, затем затянуть моментом Мкр = 100 ± 10 Нм и довернуть на угол 180˚ ± 6˚;
- - 4-й прием: болты М14 ослабить, затем затянуть моментом Мкр = 80 ± 10 Нм и довернуть на угол 100˚ ± 6˚.
Выполнив затяжку в указанном порядке, в будущем подтягивать болты запрещено.
Смазка болтов:
- - поскольку новые болты уже смазаны, никакой дополнительной смазки не требуется;
- - при повторном и последующем использовании болтов, смазывать резьбу и под его головкой герметиком “Локтайт 542”.
Установка коромысел с осью и стойками в сборе
- 1. Смазать маслом посадочные поверхности.
- 2. Установить штанги коромысел.
- 3. Убедиться в наличии центровочных штифтов.
- 4. Установить ось коромысел.
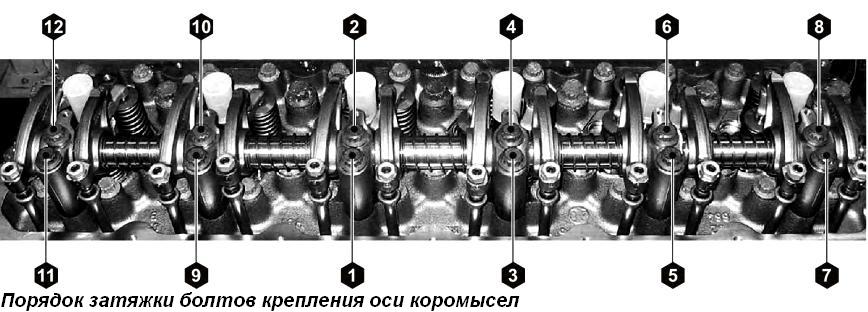
5. Затянуть болты стоек оси коромысел согласно указанному порядку и рекомендуемым моментом (см. Рис. 7):
- - затянуть предварительно, соблюдая порядок затяжки моментом Мкр = 20 ± 4 Нм;
- - затянуть окончательно, соблюдая порядок затяжки моментом Мкр = 40 ± 4 Нм плюс доворот на 90˚ ± 6˚
- - проверить момент затяжки динамометрическим ключом Мкр = 100 ± 10Нм.
Смазка болтов: поскольку новые болты уже смазаны, никакой дополнительной смазки не требуется.
6. Установить кронштейн жгута форсунок, затянув болты его крепления моментом Мкр = 7,5 ± 1,5 Нм.
Регулировка коромысел
Проверку и регулировку зазоров в клапанном механизме проводить на холодном двигателе или не ранее, чем через два часа после его остановки.
Для проверки и регулировки зазоров необходимо установить поршень регулируемого цилиндра в положение верхней мертвой точки (ВМТ) на такте сжатия, когда впускные и выпускные клапаны закрыты.
Проверку и регулировку зазоров рекомендуется проводить в соответствии с порядком работы цилиндров: 1 - 5 - 3 - 6 - 2 - 4.
Нумерация цилиндров ведется от вентилятора.
ВНИМАНИЕ!
ВМТ на такте сжатия можно определить по свободному проворачиванию от руки штанг коромысел впускных и выпускных клапанов регулируемого цилиндра.
Если штанги зажаты и не проворачиваются, необходимо коленчатый вал повернуть на 360˚ (один оборот).
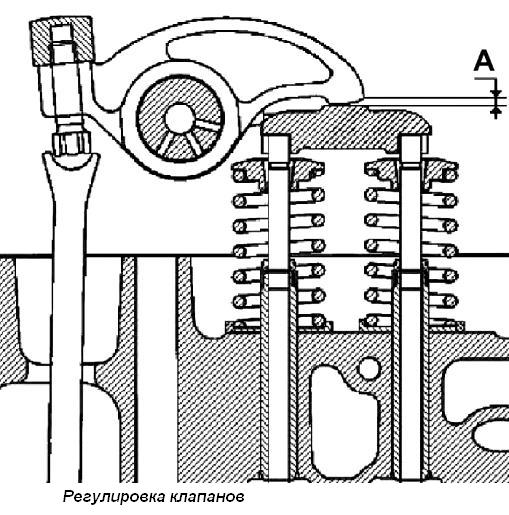
Зазоры проверяются с помощью щупа, который необходимо вставить между носком коромысла и упором траверсы.
Величина зазора “А” (см. Рис. 8) должна быть:
- - на впуске 0,40 ± 0,05 мм,
- - на выпуске 0,70 ± 0,05 мм.
Проверить динамометрическим ключом момент затяжки болтов крепления стоек оси коромысел (на доворачивание) и, если необходимо, подтянуть их.
Момент затяжки должен быть 80 - 100 Нм.
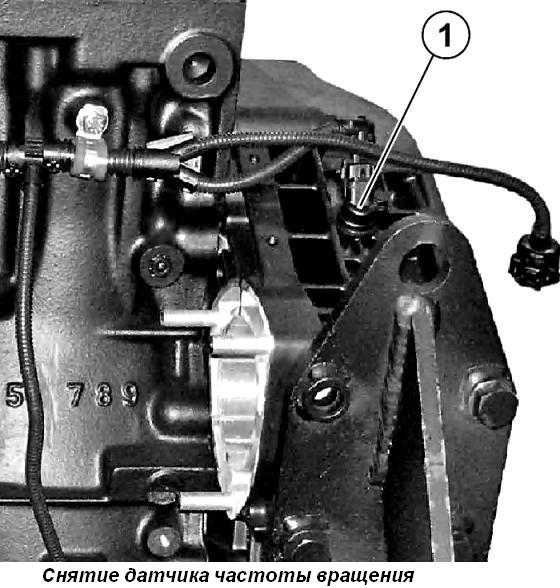
Отрегулировать зазоры в приводе впускных и выпускных клапанов 1-го цилиндра, для чего необходимо:
- Отсоединить и вывернуть датчик частоты вращения двигателя из картера маховика (1) (см. Рис. 9).

- 2. Вращая вал коленчатый с помощью поворотного устройства, по направлению вращения установить поршень 1-го цилиндра в ВМТ на такте сжатия (1 положение (см. Рис. 10))
- 3. Ослабить контргайку регулировочного винта коромысел впускных и выпускных клапанов (поочередно) и вывернуть винт на пол-оборота.
- 4. Вставить щуп необходимой толщины между носком коромысла и упорной поверхностью траверсы и, удерживая его в этом положении, ввернуть регулировочный винт так, чтобы носок коромысла вошел в соприкосновение со щупом (регулировка производится как для впускных, так и для выпускных клапанов).
- 5. Удерживая регулировочный винт в этом положении, затянуть контргайку винта моментом Мкр = 40 ± 8 Нм
- (при последующей проверке зазоров щуп толщиной 0,45 мм на впуске и 0,75 мм на выпуске должен входить с небольшим усилием (1 кгс), толщиной 0,35 мм на впуске и 0,65 мм на выпуске - свободно, без приложения усилия).
- 6. далее, поворачивая вал коленчатый последовательно на 120˚ от 1 положения (начального), отрегулировать в том же порядке зазоры в 5, 3, 6, 2 и 4 цилиндрах соответственно.
- 7. Запустить двигатель и прослушать его работу. При правильно отрегулированных зазорах стука в клапанном механизме быть не должно.
